 Ön itt van:
Ön itt van:








OPVC cső extrudáló gép
Érdeklődés
PVC-O CSŐ BEVEZETÉS
● Az extrudálással előállított PVC-U cső axiális és radiális irányú nyújtásával a csőben lévő hosszú PVC molekulaláncok rendezett biaxiális irányban rendeződnek el, így javítható a PVC cső szilárdsága, szívóssága és ellenállása. A lyukasztási, fáradási és alacsony hőmérséklettel szembeni ellenállás teljesítménye jelentősen javult. Az ezzel az eljárással előállított új csőanyag (PVC-O) teljesítménye jelentősen meghaladja a hagyományos PVC-U csövek teljesítményét.
● Tanulmányok kimutatták, hogy a PVC-U csövekhez képest a PVC-O csövek jelentősen megtakaríthatják a nyersanyag-forrásokat, csökkenthetik a költségeket, javíthatják a csövek általános teljesítményét, valamint csökkenthetik a csőépítés és -telepítés költségeit.
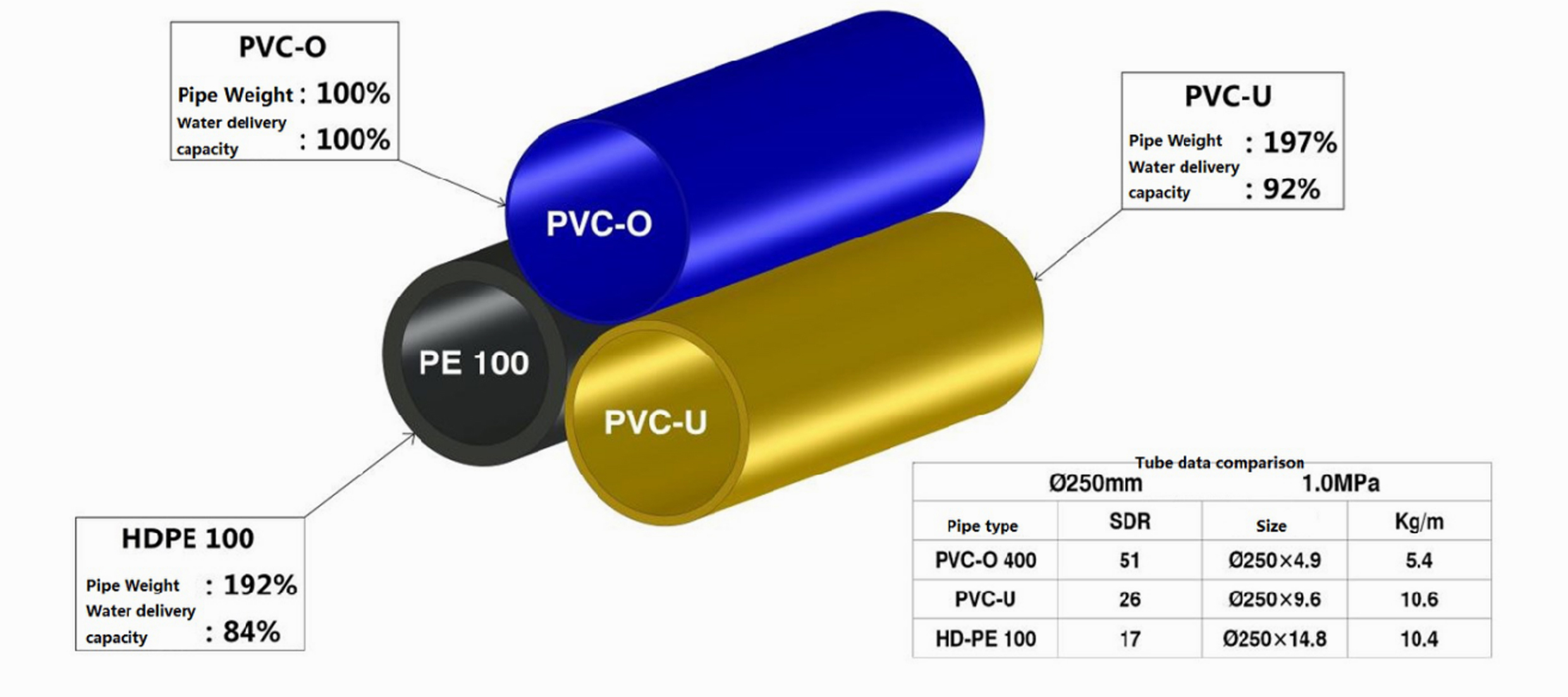
Adatösszehasonlítás
PVC-O csövek és más típusú csövek között
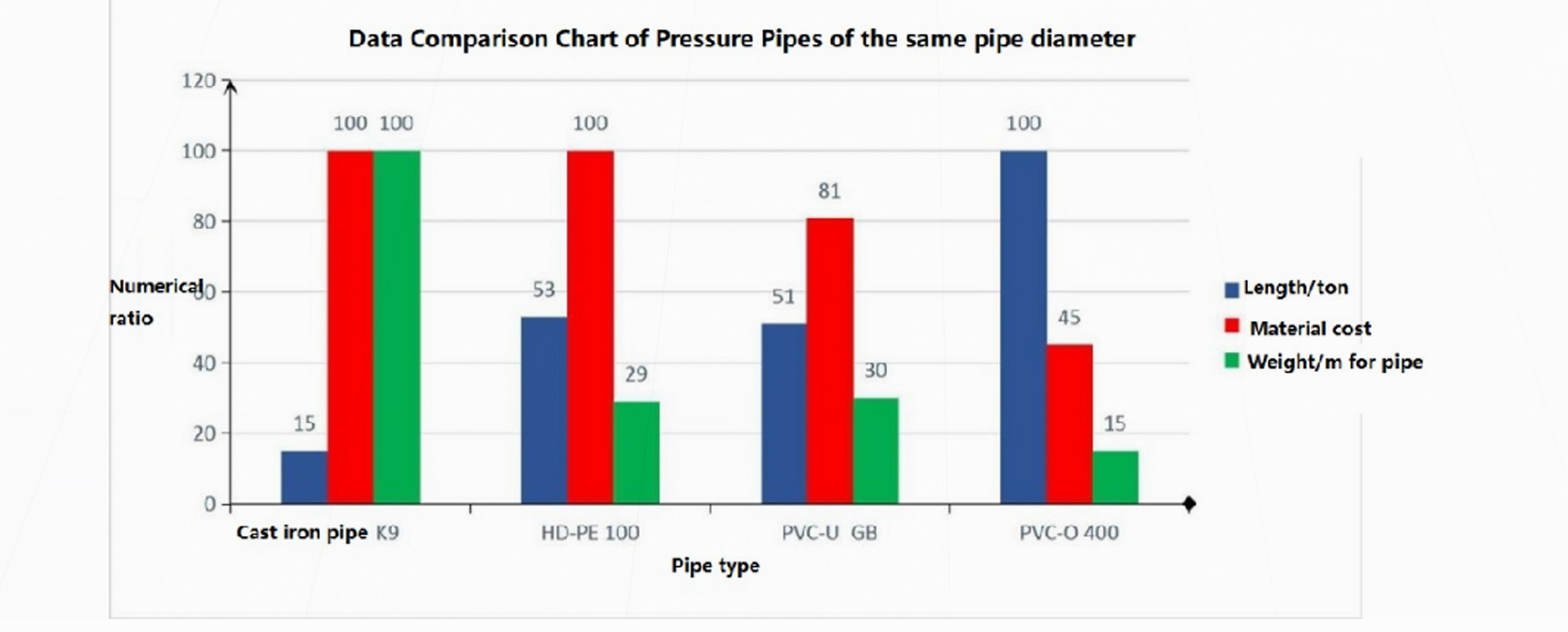
A diagram 4 különböző csőtípust sorol fel (400 mm átmérő alatt), nevezetesen öntöttvas csöveket, HDPE csöveket, PVC-U csöveket és PVC-O 400 minőségű csöveket. A grafikon adataiból látható, hogy az öntöttvas csövek és a HDPE csövek nyersanyagköltsége a legmagasabb, ami alapvetően megegyezik. Az öntöttvas K9 cső fajlagos súlya a legnagyobb, ami több mint hatszorosa a PVC-O cső súlyának, ami azt jelenti, hogy a szállítás, a kivitelezés és a telepítés rendkívül kényelmetlen. A PVC-O csövek rendelkeznek a legjobb adatokkal, a legalacsonyabb nyersanyagköltséggel, a legkönnyebb súllyal, és ugyanannyi nyersanyaggal hosszabb csövek állíthatók elő.
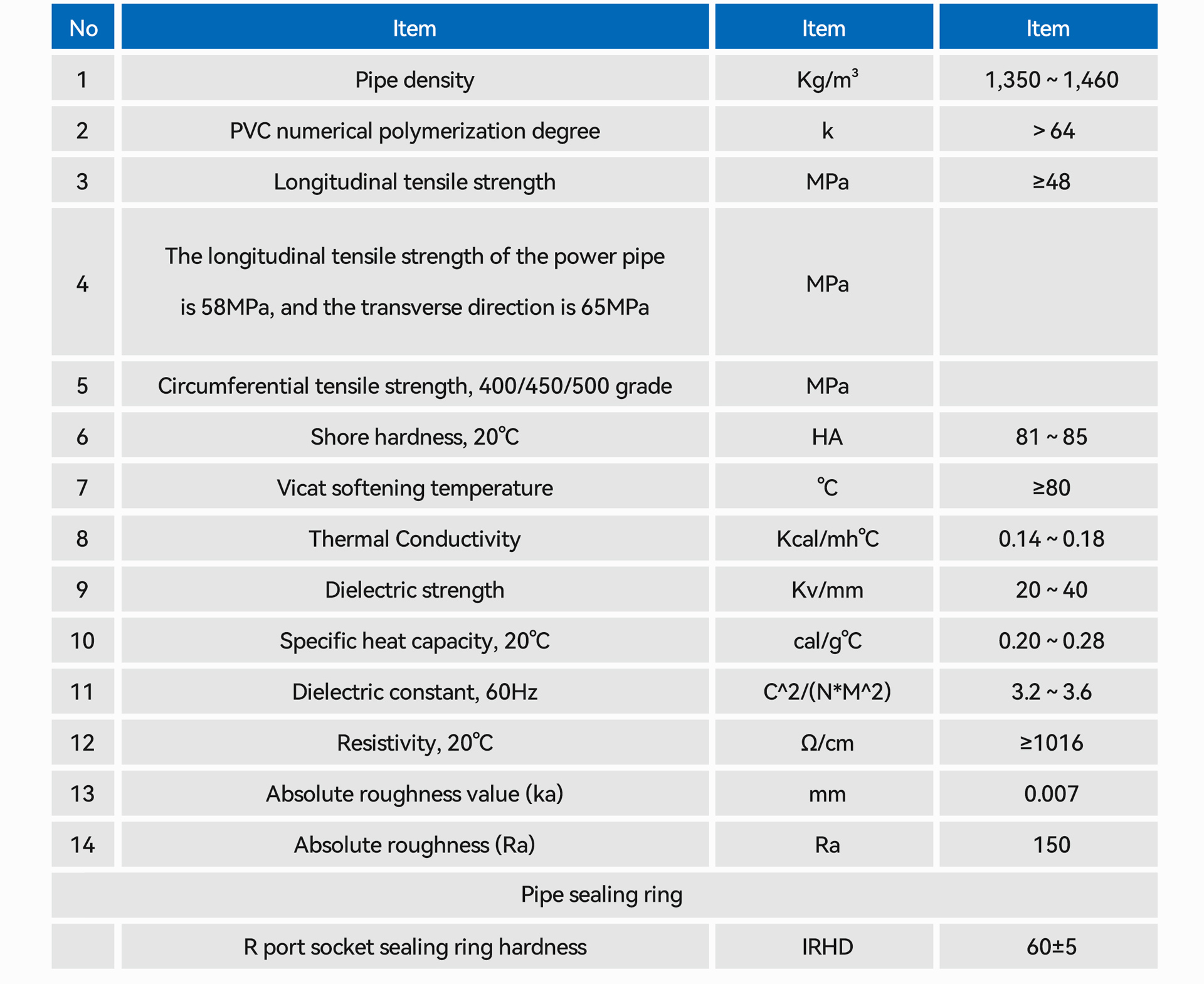
Fizikai index paraméterek és példák PVC-O csövekre
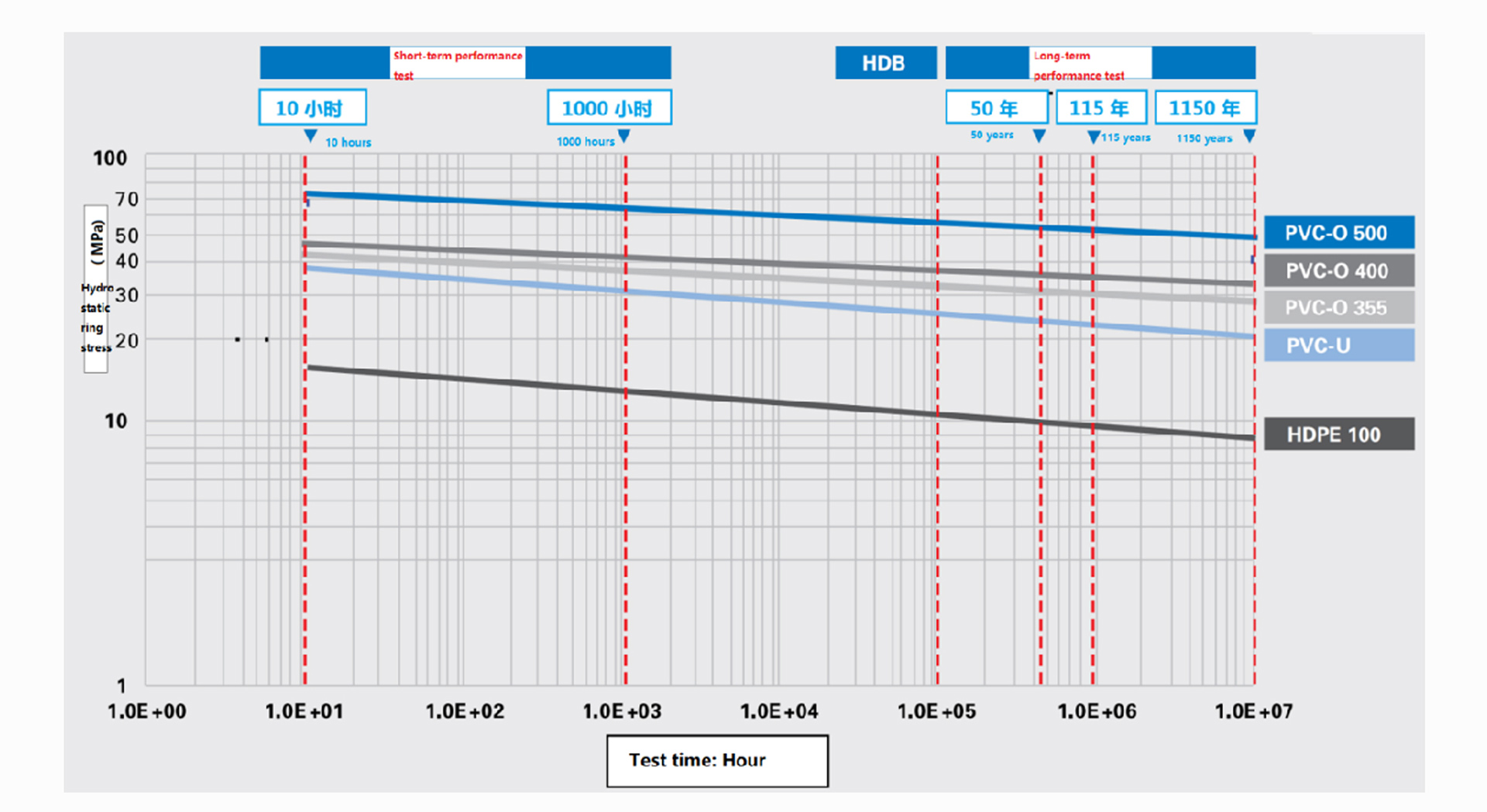
Műanyag cső hidraulikus görbéjének összehasonlító táblázata
PVC-O csövekre vonatkozó szabványok
Nemzetközi szabvány: ISO 1 6422-2024
Dél-afrikai szabvány: SANS 1808-85:2004
Spanyol szabvány: UNE ISO16422
Amerikai szabvány: ANSI/AWWA C909-02
Francia szabvány: NF T 54-948:2003
Kanadai szabvány: CSA B137.3.1-09
Brazil szabvány: ABTN NBR 15750
Inciai szabvány: IS 16647:2017
Kínai Városépítési Szabvány: CJ/T 445-2014
(A brit nemzeti szabvány kidolgozása folyamatban van)

Párhuzamos kétcsigás extruder
● Kényszerített vízhűtéses hordó
● Ultra nagy nyomatékú sebességváltó, 25-ös nyomatéktényezővel, német INA csapágyazás, saját tervezésű és testreszabott
● Kettős vákuumkialakítás
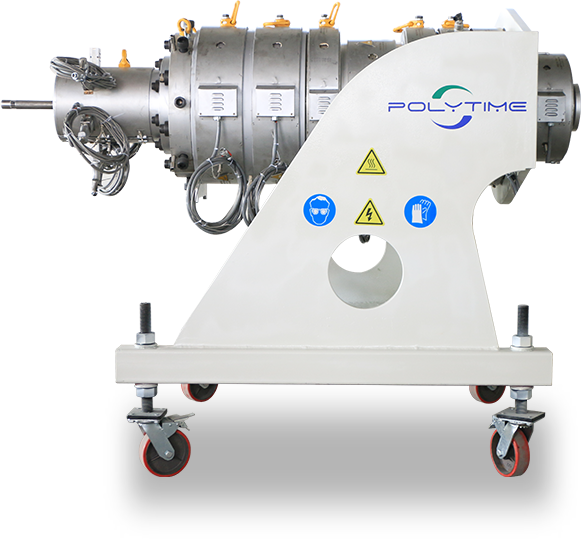
Menetvágó fej
● A forma kettős tömörítésű szerkezete teljesen kiküszöböli a söntkonzol által okozott összefolyási forgácsokat
● A forma belső hűtéssel és léghűtéssel rendelkezik, amelyek pontosan szabályozzák a forma belső hőmérsékletét
● A forma minden részén van egy emelőgyűrű, amely külön-külön felemelhető és szétszerelhető
Vákuumtartály
● Minden vákuumszivattyú tartalék szivattyúval van felszerelve. A szivattyú meghibásodása esetén a tartalék szivattyú automatikusan elindul a termelés folytonosságának befolyásolása nélkül. Minden szivattyú független riasztóval és riasztófénnyel rendelkezik.

● A vákuumdoboz dupla kamrás kialakítása gyors vákuumindítást biztosít, így kevesebb hulladék keletkezik az indítás és az üzembe helyezés során
● Víztartály-fűtő berendezéssel, hogy megakadályozza a víztartályban lévő víz hőmérsékletének túl alacsonyra hűlését, vagy a fagyás utáni beindulási képtelenséget
Szállítási egység
● A hasítóeszközzel elvágja a csövet a berendezés indításakor, és megkönnyíti az ólomcső csatlakoztatását
● A szállítóeszköz mindkét vége elektromos emelő- és befogadó mechanizmusokkal van felszerelve, amelyek kényelmesek a középmagasság beállításához, amikor a gyártási folyamat során különböző külső átmérőjű csöveket cserélnek ki.

Infravörös fűtőgép
● Üreges kerámia fűtőberendezés, COSCO fűtés, Németországból importált fűtőlap
● Beépített hőmérséklet-érzékelő a fűtőlapon, precíz hőmérséklet-szabályozás, +1 fokos hibával
● Független hőmérséklet-szabályozás minden fűtési irányhoz
Bolygófűrész-vágó
● A befogóeszköz együttműködik a szervorendszerrel a vágási pontosság javítása érdekében

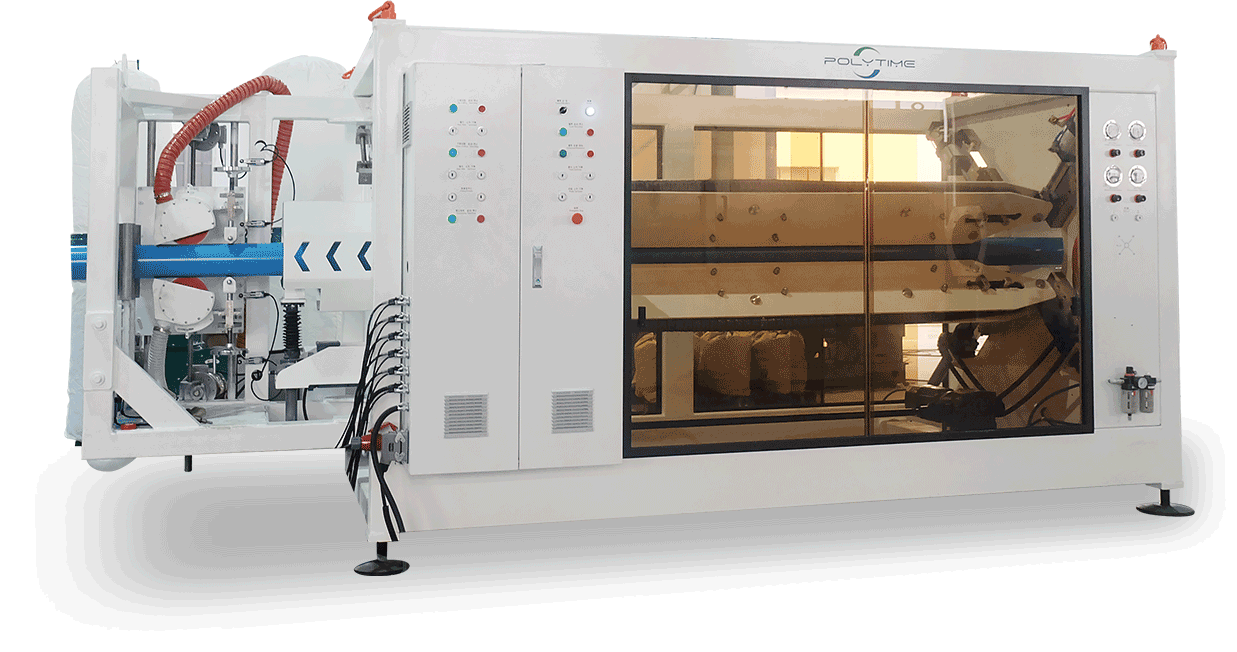
Harangozó gép
● Toldózáráskor a cső belsejében egy dugó található, amely megakadályozza a cső felmelegedését és zsugorodását
● A dugó testének kiválasztását és elhelyezését a robot végzi, teljesen automatikusan
● A sütőben van egy vízhűtő gyűrű, amely szabályozhatja a csővég felületének fűtési hőmérsékletét
● A foglalat szerszámában forró levegős fűtés van a hőmérséklet szabályozására, vágás független munkaállomással

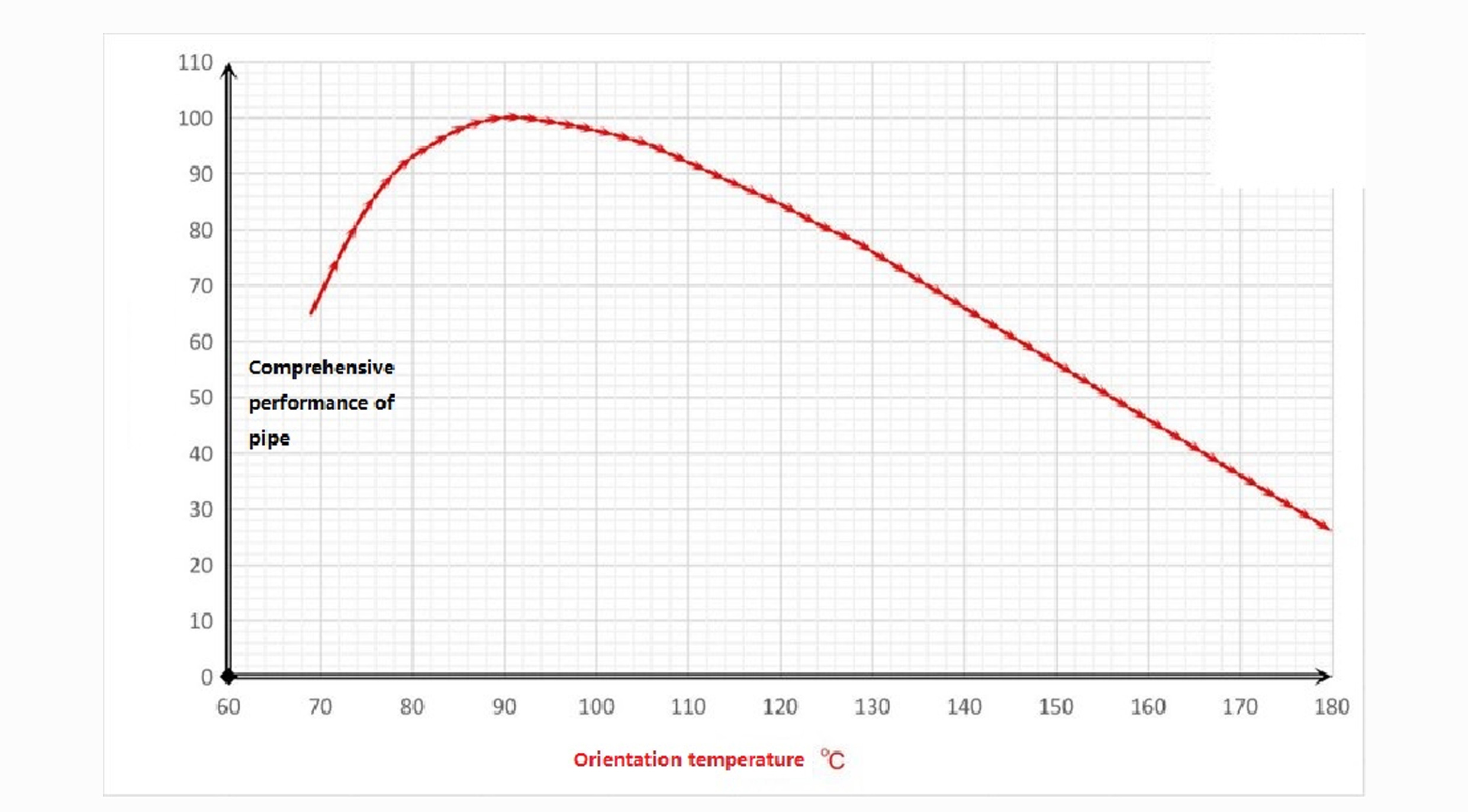
PVC-O CSŐGYÁRTÁSI MÓDSZER
A következő ábra a PVC-O orientációs hőmérséklete és a cső teljesítménye közötti összefüggést mutatja:
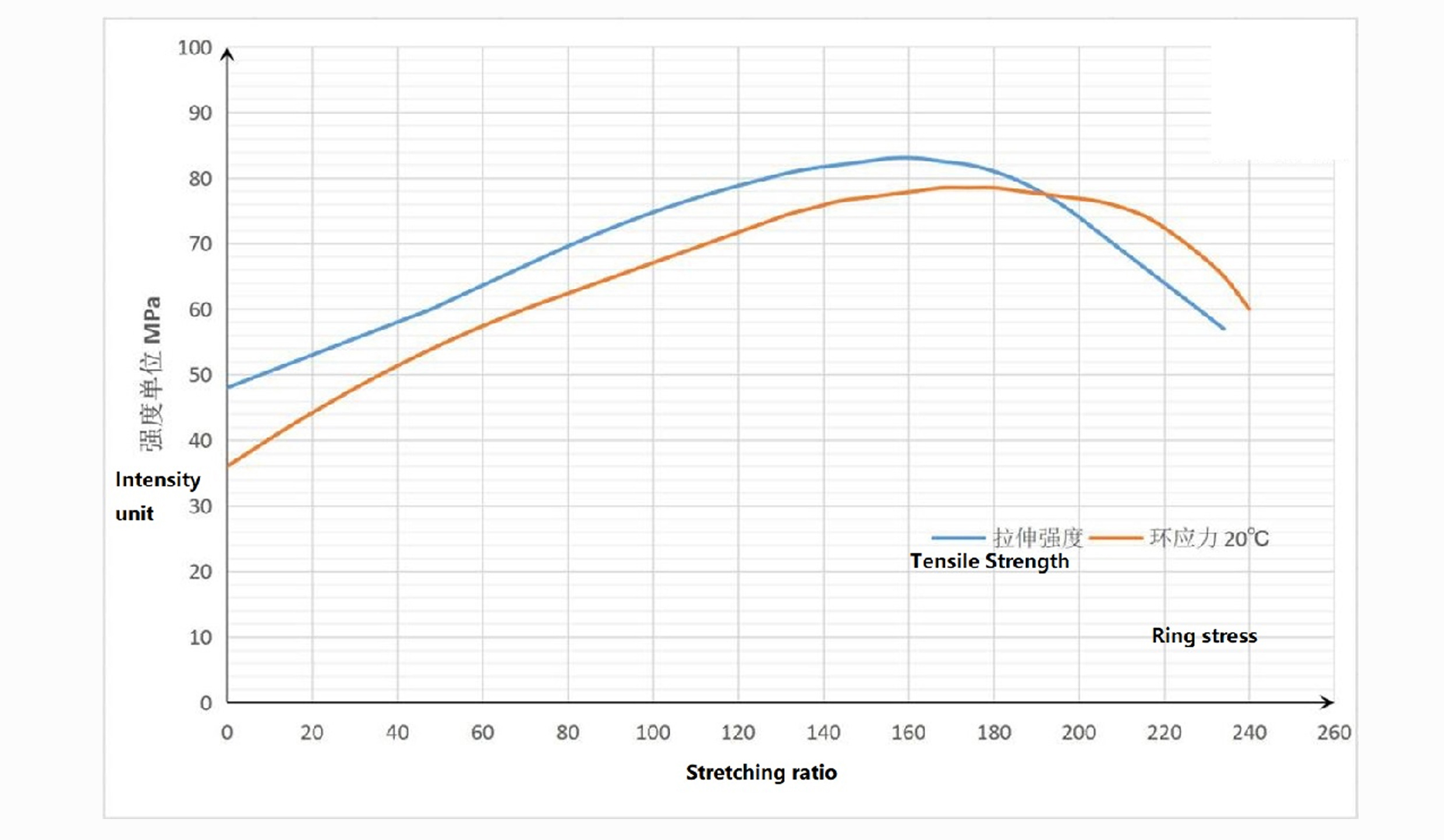
Az alábbi ábra a PVC-O nyújtási arány és a cső teljesítménye közötti összefüggést mutatja (csak referenciaként):
VÉGTERMÉK

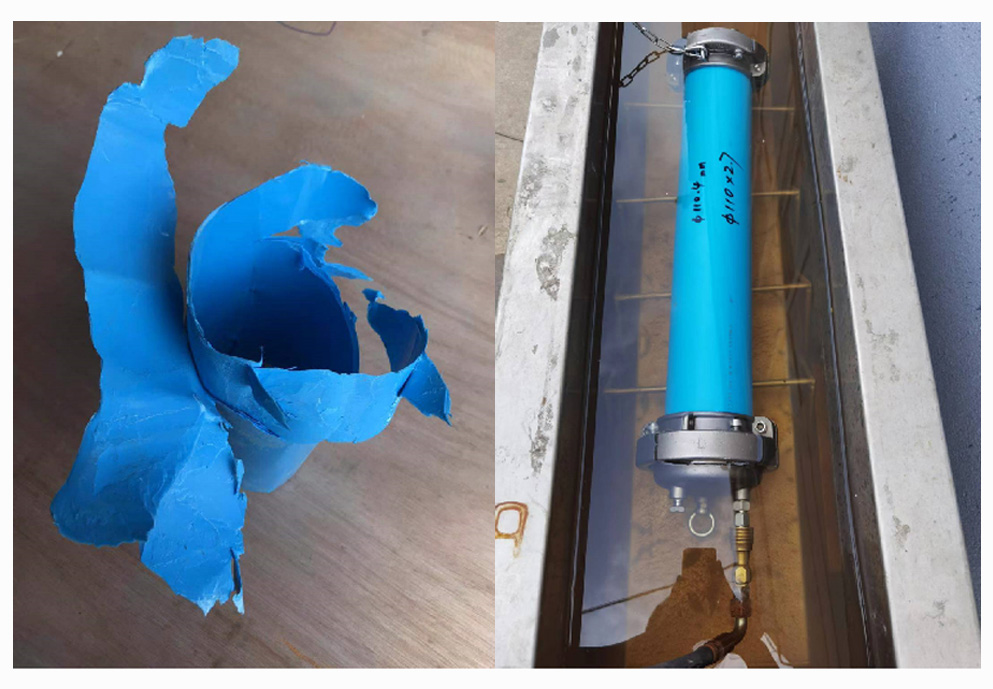
Végleges PVC-O csőtermékek fotói
A PVC-O cső réteges állapota Nyomáspróba